Anexo 1. Fabricación de productos de plástico reforzado con fibra de vidrio
volver a principal, ir a anexo 2, ir a anexo 3
Proceso general de fabricación
Los procesos de fabricación de productos de plástico reforzado con fibra de vidrio se basan en general en el esquema que se indica a continuación.
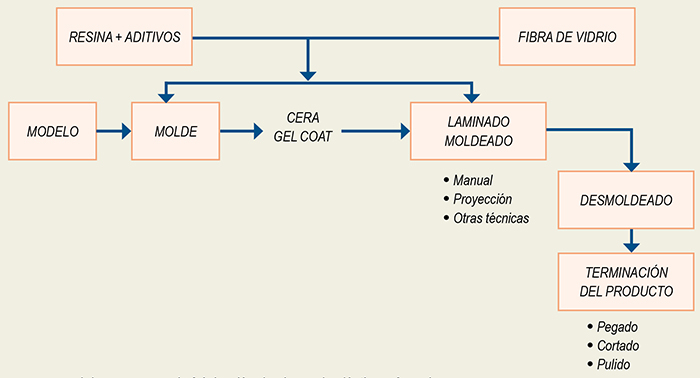
Esquema general de un proceso de fabricación de piezas de plástico reforzado
En todos los casos, el proceso se inicia con la creación de un modelo a partir del cual se obtiene un molde. El molde se recubre con una cera y a continuación se aplica una primera capa de gel-coat, que es un barniz realizado a base de macromoléculas orgánicas pigmentadas y estireno, mezclados con un catalizador que favorece la reacción de polimerización. El espesor de la capa de gel-coat oscila entre 0,5 mm y 0,6 mm llegándose en algunos procesos a espesores de 0,8 mm. Esta primera capa será finalmente la parte visible de la pieza fabricada. Cuando el gel-coat está completamente seco, se inicia la etapa de laminación.
En la etapa de laminado se depositan capas sucesivas de resina y fibra de vidrio sobre la superficie del molde. Esta operación se realiza generalmente de forma manual para la fabricación de piezas grandes. Para piezas de pequeño tamaño, se utiliza el moldeado cerrado, que consiste en la inyección de la mezcla en un molde.
Para el laminado se debe preparar una mezcla o gel a base de resina, estireno y un sistema catalítico compuesto por “catalizador” y “acelerador”. Se define el tiempo de gel como aquél que transcurre desde la adición del catalizador hasta que la resina adquiere una consistencia gelatinosa. Este tiempo varía en función de la temperatura y la dosificación del catalizador y acelerador. Una vez obtenida la consistencia adecuada, se procede generalmente al laminado.
El proceso de polimerización o “curado” -en el que las moléculas de estireno, a través de sus dobles enlaces, se unen a las instauraciones del polímero formando un compuesto reticulado tridimensional, transformando la resina de líquido en sólido- se genera una fuerte reacción exotérmica, que puede alcanzar temperaturas de hasta 160 ºC - 200 ºC. Sin embargo en los laminados de superficie la temperatura es mucho más baja debido a la mayor disipación del calor.
La etapa final consiste en el desmoldeo y posterior terminación del producto, utilizándose para ello técnicas como pulido, pegado, cortado y ensamblado, según los casos.
Siguiendo este esquema de producción se fabrica una gran variedad de artículos y objetos tales como: muñecos y otros elementos para carruseles de feria, lanchas, barcas, piraguas, sanitarios (piscinas, bañeras), depósitos y recipientes en general, tuberías (para saneamiento, abastecimiento de aguas, residuos industriales, industria química, etc.), elementos de carrocería (para coches, autobuses, trenes, autocaravanas, motocicletas, etc.), carcasas para pequeña maquinaria agrícola, carcasas para pantallas luminosas y techos translúcidos, armarios de distribución de electricidad y accesorios de industria eléctrica (interruptores, aislantes, etc.), postes (para alumbrado, conducción de energía eléctrica o de telefonía), recipientes para baterías de automoción de tamaños especiales, mobiliario de jardinería, varillas para estores de cortinas, etc.
Técnicas de elaboración de productos de plástico reforzado con fibra de vidrio
Las técnicas de elaboración se pueden clasificar en:
Técnicas de molde abierto (moldeo por contacto)
Son las técnicas más comunes y las que da lugar a mayores exposiciones a estireno debido a la naturaleza del proceso. La laminación puede ser:
- Laminación manual: consiste en depositar la resina, de forma manual o mediante máquinas, sobre una malla de fibra de vidrio donde se distribuye utilizando un cepillo o un rodillo. Estas herramientas, además de distribuir la resina, sirven para compactar y eliminar las burbujas de aire que podrían quedar ocluidas en el material.
- Laminación mediante proyección: esta técnica utiliza una máquina que va cortando la fibra en pequeños trozos y, a continuación, mediante el uso de una pistola aplica, de forma simultánea, los trozos de fibra y el gel sobre el molde. La compactación tiene lugar de la misma forma que en el laminado manual. Generalmente, esta técnica genera de 2 a 3 veces más vapor de estireno que el laminado manual.
Técnicas de molde cerrado
- Inyección o Moldeo por Transferencia de resina (RTM). En este método se utiliza un molde que posee entradas para inyectar la resina y salidas para la evacuación del aire al exterior. El tejido de fibra de vidrio se coloca en el molde y éste se cierra. Posteriormente, se inyecta la resina mediante una bomba de forma que se impregnen el tejido de fibra de vidrio y se rellenen las cavidades del molde. Una vez realizada la impregnación se cierran las entradas y las salidas y se aplica calor para el curado de la resina. Cuando transcurre el tiempo necesario se abre el molde y se retira la pieza. Se utiliza, por ejemplo, en la fabricación de cascos para motos.
Los moldes constan de dos partes y son rígidos, pero hay variantes en las que una mitad es rígida y la otra es una estructura o lámina flexible.
- Infusión o Moldeo por transferencia de resina asistido mediante vacío (VARTM)
Es semejante al anterior pero en este caso la inyección tiene lugar mediante vacío. También se pueden usar combinaciones de ambas técnicas.
Otras técnicas
Enrollado de filamento (Filament Winding). Este proceso se utiliza para producir grandes depósitos, tanques y tuberías de alta resistencia. En él, la fibra atraviesa primero un baño de resina y después se enrolla sobre un cilindro apropiado (mandril). Cuando se han aplicado suficientes capas de filamentos y se ha alcanzado el grosor deseado, en función del uso, se cura indistintamente a temperatura ambiente o a temperatura elevada en un horno. La pieza moldeada se separa después del cilindro que sirve de molde.
El alto grado de orientación de la fibra y la alta carga de la misma conseguidos por este método dan lugar a productos de resistencia extremadamente alta a la tracción en los cilindros huecos. Las aplicaciones de este proceso incluyen tanques químicos y de almacenamiento de combustibles, recipientes a presión y cubiertas de motores de cohetes.